



Ocenění / Napsali o nás
- Svět svaru 1-2013
- Svět svaru 2-2012
- Svět svaru 3-2011
- Svět svaru 2-2011
- Svět svaru 1-2011
- Svět svaru 11-2010
- Svět svaru 9-2010
- Technika a trh 9-2011
- Technika a trh 9-2010
- Technika a trh 5-2010
- Kovoinzert 9-2010
- Technik 9-2011
- Technik 9-2010
- TM Svařování 9-2010
- TM Svařování 2-2009
- reddot Design Award 2010
- iF Product Design Award 2006
Záznam parametrů svařování a snadná příprava WPS
Výrobci svařovaných konstrukcí neustále hledají cesty, jak zjednodušit proceduru tvorby postupů svařování (WPS) pro systémy řízení jakosti. Navíc od července 2014 nová evropská norma EN1090 povinně zavádi systém
prokazování shody u všech stavebních ocelových konstrukcí, takže i stávající drobní subdodavatelé musí prokázat auditem, že mají zavedený fungující systém řízení jakosti.
Nově vyvinutý software MigaLOG™ pro svařovací stroje Migatronic Sigma Galaxy umožňuje snadné shromažďování údajů o procesu svařování pro potřeby přípravy postupů svařování (WPS) a následných
kontrol dodržování předepsaných
Samostmívací kukly 3M Speedglas 9100

Migatronic CZ, a.s., je distributorem samostmívacích kukel 3M Speedglas, které jsou etalonem
kvality, jednoduchosti a spolehlivosti. Nová kukla řady 9100, která nahrazuje dříve tak oblíbenou
řadu 9002, představuje dokonalou ochrannou pomůcku pro svářeče s cílem nejen bezpečně
chránit jeho zrak, ale zjednodušit i jeho těžkou práci a chránit případně i jeho dech, sluch,
popř. i hlavu.
Kukla 9100 je kombinovaná se třemi velikostmi samostmívacích filtrů (V, X, XX), má boční průzory a může být doplněná i filtrační přetlakovou jednotkou s bezprůvanovým provozem. Svářeč tak bezpečně dýchá čistý vzduch a může se soustředit na svoji práci. Varianta 9100 FX
má pod odklopnou samostmívací kazetou ještě ochrannou masku pro broušení, takže svářeč
má dokonalý přehled o pracovních podmínkách, aniž by musel kuklu sundavat.
Kukly 3M Speedglas řady 9100 jsou optimálním nástrojem pro průmyslové svařování.


Samozřejmě, jejich cena odpovídá kvalitě, ale i funkce, servis a zajištění náhradními díly jsou
dostatečným důvodem pro její volbu, protože zdraví pracovníků je nezaplatitelné. Při správné
motivaci svářečů nosit vhodné a funkční ochranné pomůcky a starat se o ně, se vyšší cena kukly
9100 ve srovnání s levnou konkurencí v hodinové ceně dobrého svářeče rozhodně neprojeví.
Vyzkoušejte kukly 3M Speedglas 9100, popř. 9100 FX a zvažte i mušlové chrániče sluchu nebo filtrační jednotky Adflo, které se s kuklou 9100 dají kombinovat. Investice do ochrany zdraví pracovníků je naše společná povinnost.
Ing. Pavel Havelka, Migatronic CZ, Teplice
MigaLOG™ – záznam procesu svařování Sigmou Galaxy


Migatronic Sigma Galaxy je MIG/MAG/MMA synergický invertorový svařovací stroj s otevřenou
architekturou pro nové budoucí potřeby procesu svařování. Díky vestavěné čtečce SD karty
umožňuje snadný upgrade řídicího systému i doplňkových procesů a metod svařování. SD karta je ale i vhodným médiem pro záznam parametrů svařování a pro jejich snadný přenos do počítače
pro jejich trvalý záznam a pro další zpracování.
Nový software MigaLOG™ pro Sigmu Galaxy tak, v souladu s požadavky EN 1090, snadno zaznamenává průběh svařování (proud, napětí, rychlost podávání drátu) na vloženou SD kartu a počítá i vnesené teplo dle EN 1011-1. Navíc měří i dobu svařování, spotřebu plynu a drátu pro přesné porovnání ekonomiky procesu svařování, takže i když je jednoduchým doplňkem softwarové výbavy stroje Sigma Galaxy, je zároveň i významným nástrojem technologů a svářečského dozoru v souladu s platnými normami.
Ing. Pavel Havelka, Migatronic CZ, Teplice
Omega² 220–550 – zdokonalení dokonalého aneb zapomeňte na odbočky a choppery


Rychlý vývoj elektroniky a dlouhá zkušenost pracovníků firmy Migatronic vede k neustálé inovaci jejích výrobků. Ke 20. výročí zahájení činnosti v ČR a SR Migatronic uvedl novou generaci MIG/MAG/MMA svařovacích strojů Omega pod společným označením Omega², které upomíná na přímou návaznost na oblíbenou řadu invertorových svařovacích strojů Omega, ale s mnoha novými funkcemi a parametry rozšiřujícími a doplňujícími okruh její využitelnosti – od lehkého zámečnického
svařování až po těžké průmyslové aplikace v oboru svařování tlakových nádob, transportních zařízení a při výrobě a renovaci energetických zařízení a důlních strojů.
Omega² je složena z celé řady invertorových zdrojů nominálních výkonů 220, 270, 300, 400, 550 A, dvou řídicích panelů (Basic II a Advanced II) a u variant 400 a 550 s možností plynového nebo vodního chlazení hořáku a kompaktního provedení nebo stroje se samostatným snímatelným podavačem drátu a odpojitelným mezikabelem různých délek.
Nejmodernější invertorové moduly mají vysoký zatěžovatel, např. 175 A/100 % Omega² 300
(při hmotnosti 16 kg), 300 A/100 % Omega² 400 (při hmotnosti 37 kg), 430 A/100 % Omega² 550 (při hmotnosti 38 kg), měřeno, samozřejmě, při 40 °C. Všechny Omegy² mají přepínatelnou polaritu pro možnost svařování trubičkovým drátem s vlastní ochranou.
Omega² reaguje na měnící se podmínky a požadavky svářečské praxe. Řídicí panel má proto nově samostatné knoflíky pro nastavování proudu a napětí a dva zelené digitální displeje pro samostatné zobrazení proudu a napětí. Podavače drátu jsou vždy čtyřkladkové se snadným a spolehlivým nastavením přítlaku a s možností použití drátů ø 0,6–2,4 mm. Podavač Omegy² 400/550 má rychlost podávání až 27 m/min., takže se hodí pro jakékoliv průmyslové aplikace. Řídicí panel Basic II umožňuje bezstupňové manuální nastavení a zobrazení primárních i sekundárních parametrů a volbu 2T/4T spínání.
Omega² s panelem Basic II je tak moderní invertorovou náhradou dnes již zastaralých odbočkových strojů, která proti nim přináší 1/3 hmotnost, plynulou regulaci parametrů, vysoký výkon a provozní zatěžovatel, nízkou spotřebu elektřiny a možnost pozdějšího upgrade na verzi Advanced II.


Řídicí panel Advanced II je ve srovnání s Basic II navíc vybavený synergickými programy
pro svařování ocelí, hliníku a MIG pájení pozinkovaných plechů. Režim pro manuální MIG/MAG je zachován a u Omegy² 400/550 má i programy pro MMA svařování, popř. drážkování uhlíkovou elektrodou ø 8–10 mm (Omega² 550). Pro synergické programově řízené svařování má panel Advanced II i funkci stehování a funkce sekvenčního svařování Power Arc™ a Duo Plus™ pro
dokonalý průvar kořene a pro rychlé svařování silnostěnných materiálů. Pro MMA svařování mohou být Omegy² s panelem Advanced II doplněny i vhodným dálkovým regulátorem.
Oba řídicí panely jsou chráněny odklopným průhledným plastovým krytem, aby nedošlo k jejich náhodnému poškození nebo nechtěné změně nastavených parametrů.
Software řídicích panelů se velice snadno aktualizuje prostřednictvím SD karty, takže Omegy²
jsou připravené i pro budoucí nové způsoby svařování a pro nové materiály, dnes teprve vyvíjené.
Už dnes ale Omega² uživateli přináší nízkou spotřebu elektřiny (při stand by režimu jen 30 W) a možnost doplnění o další “šetřící” funkci IGC®, tj. synergickou regulaci plynu se spořičem,
která optimalizuje průtok plynu podle aktuálních svařovacích parametrů, a která dokáže ušetřit
15–50 % plynu a tím následně přináší i úspory v logistice plynových lahví.
Omega² 400/550 v provedení se snímatelným podavačem může být doplněna i odlehčovacím
ramenem pro hořák, které kromě snadné manipulace s hořákem zvyšuje i jeho ochranu před poškozením od svařence nebo okolního prostředí, protože udržuje hořák v požadované výšce. Omegy² jsou standardně osazeny hořáky MIG-A Twist™ s otočným krkem a s možností dálkové regulace z rukojeti hořáku, takže svářeč dostává dokonalý nástroj s jednouchou vzdálenou obsluhou.
Specifickou variantou řady je Omega² Mini 270 Advanced, která v minimalizované skříni (při hmotnosti pouhých 19 kg), se zatěžovatelem 160 A/100 % a se čtyřkladkovým podavačem na
5 kg cívky drátu, představuje dokonalý nástroj pro montážníky a servis. Díky možnosti změny
polarity umožňuje i svařování trubičkovými dráty s vlastní ochranou, takže je komplexním
řešením MIG/MAG svařování ocelí i hliníku s výhodou malých rozměrů a nízké hmotnosti.
Nová Omega² je ucelenou řadou invertorových svařovacích strojů pro každodenní
kvalitní ruční i automatizované svařování a díky rozumným cenám, jasným výhodám a jednoduché obsluze uživateli rychle přinese uspokojení z dobré investice.
Ing. Pavel Havelka, Migatronic CZ, Teplice
Samostmívací kukly Migatronic Focus

Migatronic je tradičním dodavatelem svařovacích strojů a jejich příslušenství, takže v jeho nabídce nechybí ani široký sortiment ochranných pomůcek, zejména svářečských kukel. Samozřejmým standardem je dnes kukla samostmívací a trh je plný dobrých i “dobrých” výrobků. Migatronic, jako garant kvality a spolehlivosti, a v případě kukly i bezpečnosti, dodává svým uživatelům jen kukly, které plní náročné interní požadavky skupiny Migatronic Group. Parametry, funkčnost, bezpečnost, spolehlivost, jednoduchost, dostupnost dílů a rozumná cena jsou pečlivě hodnoceny tak, aby výsledný produkt byl optimální a mohl tak nést jméno Migatronic.
Nová kukla Migatronic Focus v černé nebo zelené barvě je vhodným doplňkem pro profesionální i příležitostné ruční svařování, kde je prioritním požadavkem nízká pořizovací cena při zachování dobré funkce a životnosti.
Kukla Focus má vnější regulaci v rozsahu DIN 9–13, při rozjasnění má DIN 4. Rychlost zatmavení je 0,1 ms, prodleva rozjasnění je 0,1–0,8 s. Má, samozřejmě, funkci broušení, automatické zapínání i vypínání a váží jen 0,485 kg. Napájení je solární v kombinaci se dvěma bateriemi, které mají životnost cca 1 rok, takže při používání je naprosto spolehlivá.
Je dostupná u všech autorizovaných prodejců Migatronic za ceníkovou cenu 3 110 Kč + DPH, popř. v e-shopu migatronic: shop.migatronic.cz.
Ing. Pavel Havelka, Migatronic CZ, Teplice
Intelligent Arc Control - proces pro snižování rozstřiku a vneseného tepla při zkratovém přenosu

Migatronic A/S, oddělení výzkumu a vývoje
Problematika svařování kořenových partií ovlivňuje výsledek kompletního svarového spoje. Z praktického pohledu existují základní problémy při svařování kořene, a to zejména nerovnoměrná velikost kapek svarového kovu, která způsobuje velký rozstřik a nerovnoměrně vnesené teplo. Dalším problémem je vysoká citlivost na vzdálenost mezi základním materiálem a hořákem tzv. výlet drátu, sklon svařovacího hořáku, velikost mezery a propálení základního materiálu při změně parametrů v závislosti na zmíněných faktorech. Základním stavebním kamenem nového procesu byla eliminace této problematiky při použití technologie svařování v ochranné atmosféře MIG/MAG (GMAW).
Hlavním cílem byla redukce, optimalizace vneseného tepla při svařování tenkých plechů a kontrola svařovacího oblouku při zkratovém procesu. Nový způsob řízení zkratového oblouku byl nazván Intelligent Arc Control (IAC™).
INTELIGENTNÍ ŘÍZENÍ OBLOUKU
Vnesené teplo
Tavení přídavného drátu při procesu MIG/MAG pochází ze dvou základních zdrojů energie - a to: energie dodané při zkratu v podobě ohmického ohřevu a teplo reprezentované samotným svařovacím obloukem. Během zkratu je téměř veškerá energie využita pro tavení drátu, avšak během hoření oblouku vyzařujícího tepelnou energii, přechází produkovaná teplota jak do přídavného, tak do základního materiálu. Je proto nezbytné a žádoucí, aby přenos energie byl co největší při daném zkratovém procesu.
Rozstřik
Rozstřik je tvořen kapkami roztaveného kovu, které se uchycují na krajích svarové lázně a liší se velikostí. Rozstřik je tvořen dvěma základními zdroji. Prvním zdrojem rozstřiku je odraz kapky při přenosu, tento zdroj generuje rozstřik „kuliček“ podobných rozměrů. Druhým zdrojem je opětovné
zapálení oblouku při oddělení kapky svarového kovu z přídavného materiálu během zkratového procesu. Množství rozstřiku je úměrné proudu při opětovném zapálení oblouku.

Řešení
Systém IAC™ redukuje vnesené teplo na bázi navýšení proudu při zkratu v porovnání s tradičním MIG procesem. Nicméně pouze navýšení proudu při zkratovém procesu by bylo nedostačující, oddělení kapky při vyšší intenzitě proudu by způsobilo vyšší rozstřik. Proto IAC™ tvoří soubor algoritmů s přesnou předpovědí, kdy dojde k oddělení kapky a na základě vyhodnocení pak zkracuje dobu trvání zkratového proudu v porovnání s tradičním procesem. Rozdíl mezi tradičním MIG procesem a IAC™ je zobrazen na obr. 1. Tradiční MIG proces je zde zobrazen jako přerušovaný průběh, proudová hodnota stoupá během procesu zkratu do doby, než dojde k procesu oddělení kapky a následně klesá až do fáze dalšího zkratu. IAC™ reprezentuje v grafickém znázornění plná čára, proudová hodnota stoupá na vyšší úroveň v porovnání se standardním průběhem, tím je zabezpečena dostatečně velká energie v této fázi. Aby nedošlo k rozstřiku, proudová hodnota klesne na nízkou úroveň, ale jen do takové míry, aby nedošlo k nestabilitě procesu. Proud je udržován na nízké hodnotě než dojde k oddělení kapky a následně dojde k jemnému proudovému navýšení pro stabilitu oblouku.
Na obr. 2 je zachycen proces těsně před a po oddělení kapky svarového kovu z přídavného materiálu při tradičním MIG procesu. Proud během opětovného zapálení dosahuje až 150 A, výsledkem je pak nadměrný rozstřik. Vzhledem k základnímu materiálu je pak možno pozorovat mikrorozstřik, který se uchycuje na daném materiálu.

Na obr. 3 je zachycen proces IAC těsně před a po oddělení kapky svarového kovu z přídavného materiálu. Proudová hodnota během opětovného zapálení dosahuje 50 A. Ve srovnání s obr. 2 je patrné, že oblouk při opětovném zapálení dosahuje maximální stability a žádného rozstřiku, to je proces IAC.

Při řízení tradičního MIG procesu je udávána pouze hodnota, zda je přídavný materiál „drát“ zkratován
pouze s ohledem na měřené napětí. Když je dosaženo zkratu, napětí je nízké vzhledem k odporu celého obvodu a při opětovném zapálení oblouku je napětí vysoké. Ze dvou základních důvodů tento princip měření je pro IAC nedostatečný: napětí je měřeno uvnitř svařovacího zdroje, a proto není reprezentující hodnotou napětí na oblouku. Kromě poklesu napětí na oblouku je měřen i úbytek napětí na kabelech v důsledku odporu a indukčnosti. S cílem snížení proudu při oddělením kapky je nezbytné předvídat vývoj celého procesu a ne pouze měřit napětí a vyhodnotit co se stalo v daném kroku. Opětovné zapálení oblouku je předpokládáno kontinuálním výpočtem průměru drátu při oddělení. Následující vztah vyjadřuje elektrické svorkové napětí zdroje oblouku:
Us = Lw . I + Rw . I + Re . I + UH
svorkové napětí při zkratu
Us = Lw . I + Rw . I + Re . I
Us - svorkové napětí dodávané svařovacím zdrojem
I - proud
Lw - indukčnost svařovacích kabelů
Rw – odpor svařovacích kabelů
Re – odpor elektrody
UH – úbytek napětí na oblouku
V případě známých hodnot proudu, napětí indukčnosti a odporu je možné vyjádřit úbytek napětí na oblouku, bez drahých externích měřících zařízen. Nicméně lze taktéž stanovit průměr drátu při oddělení přes nelineární funkci.
dtrad (x)=f(U,I,x)
Kde x je vektor popisující stav systému. Vzhledem k tomu, Že se hodnoty parametrů v průběhu času mění, jejich odhad Lw , Rw nebo UH se provádí rekurzivně z měření proudu a napětí.
Výsledek
Obr. 4 vyjadřuje měření napětí a proudu ve třech fázích cyklu standardním MIG procesem.
Obr. 5 zobrazuje tři fáze cyklu při svařování a kontrolou IAC procesu při stejných parametrech,
jako tradiční proces. Srovnáme-li oba průběhy je patrné, že při použití IAC je proudový průběh na hodnotě 250 A oproti 150 A u tradičního procesu, to zabezpečuje vyšší množství energie ve fázi zkratu a nižší energii využitou na hoření oblouku.
Pak je možné vyjádřit vnesené teplo ze vztahu:
H= U.I /v
H - vnesené teplo J/mm
U - napětí na oblouku
I - proud
v - rychlost svařování m/s
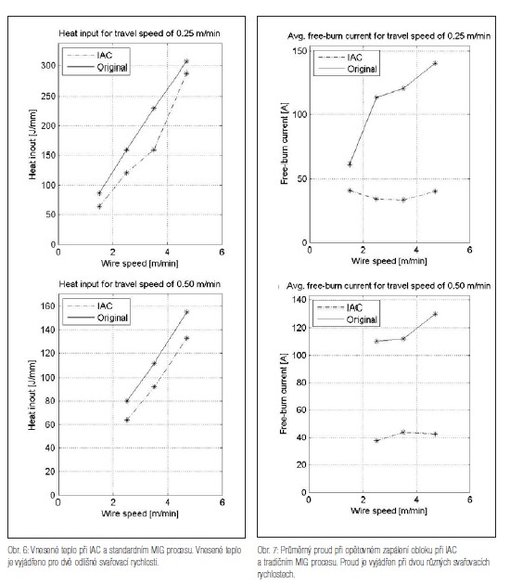
Při laboratorních testech byl použit svařovací hořák umístěný na lineárním pojezdu. Cílem bylo vyjádřit vnesené teplo při různých podávacích rychlostech a dalších parametrech ve srovnání IAC a tradičního zkratového procesu. V tabulce 1 jsou uvedeny naměřené hodnoty při svařovací rychlosti 0,25m/min. Tabulka 2 vyjadřuje naměřené hodnoty při rychlosti svařování 0,5m/min. Vypočítané vnesené teplo je znázorněné na obr. 6.

Při laboratorních testech byl použit svařovací hořák umístěný na lineárním pojezdu. Cílem bylo vyjádřit vnesené teplo při různých podávacích rychlostech a dalších parametrech ve srovnání IAC a tradičního zkratového procesu. V tabulce 1 jsou uvedeny naměřené hodnoty při svařovací rychlosti 0,25m/min. Tabulka 2 vyjadřuje naměřené hodnoty při rychlosti svařování 0,5m/min. Vypočítané vnesené teplo je znázorněné na obr. 6. Z tabulky 1, 2 a grafického znázornění obr. 6 jasně plyne podíl vneseného tepla při porovnání IAC a tradičního procesu. IAC tak zabezpečuje nižší vnesené teplo, jak je patrné, vnesené teplo je relativně konstantní okolo 20 J/mm, což způsobuje zlepšení v rozsahu od 15 do 30 % pro
nižší podávací rychlosti. Proces oddělení kapky vychází ze statutu změny napětí z nízkého na vysoké. Jak je možné vizuálně pozorovat na obrázku 4, 5, proudová hodnota pro oddělení kapky je podstatně nižší při použití systému IAC. Tabulka 1, 2 a obr. 7 jasně definuje naměřené hodnoty při opětovném
zapálení oblouku. Pro proces IAC jsou hodnoty konstantní okolo 40 A.V případě tradičního řízení
znovu zapálení oblouku lze pozorovat rostoucí lineární průběh v závislosti na podávací rychlosti.
Nízká proudová hladina při procesu oddělení kapky se systémem IAC rovněž eliminuje rozstřik
kovu uplývající na povrchu svarku.
Svařování hliníku a ocelí stroji Sigma2

Díky uvedení nových strojů Migatronic Sigma Galaxy s bezrozstřikovým procesem MIG svařování IAC™ mnozí uživatelé lépe vnímají výhody adaptivních svařovacích procesů. Ne každý ale potřebuje v každodenním provozu svařovat extrémně tenké materiály nebo ocel s hliníkem. Proto při předvádění strojů Sigma Galaxy dochází i ke znovuoživení zájmu o produktivní a přitom kvalitní svařování hliníku nebo silnostěnných ocelí. Právě tyto problematiky skvěle zvládají i standardní stroje Migatronic Sigma2 s výbavou pro programové synergické impulsní svařování. Více než 160 programů zahrnuje všechny běžné
i méně obvyklé materiály i způsoby jejich svařování. Velkou předností Sigmy2 je navíc opravdu jednoduché ovládání s možností snadného upgrade díky SD paměťové kartě.
MIGA 5220-automat pro podélné svařování trubek

Migatronic Automation A/S je tradičním dodavatelem systémů pro automatizované a robotizované svařování. Jedním ze standardních výrobků je automat MIGA 5220 pro podélné svařování trubek a těles
kruhových nádob různých průměrů, tlouštěk a délek. Automat MIGA 5220 je vybavený výměnnými trny s pneumatickou fixací a s podfukem kořene svaru, průměrů a délek podle rozměrů svařence. Pro snadnou manipulaci se zakládaným dílem ma elektrohydraulický zakládací vozík s válečkovou dráhou. Právě zakládací vozík, který pojíždí po kolejnicovém vedení, usnadňuje přesné založení svařovaného dílu k pravítku a urychluje celý proces manipulace se svařencem před i po ukončení procesu svařovaní.
Inteligentní regulace plynu IGC® pro TIG svařování

Inteligentní regulace plynu Migatronic IGC® (Intelligent Gas Control®) je inovativní technickou funkcí svařovacích strojů Migatronic, která je využívaná a oceňovaná obvykle pro MIG/MAG svařování stroji Migatronic Sigma. Nová generace TIG svařovacích strojů Migatronic Pi 350/500 přináší ale tuto funkci i pro TIG svařování ocelí nebo hliníku. IGC® automaticky reguluje průtok plynu podle aktuálních svařovacích parametrů, a to při zapalování, vlastním hoření a při zhasínání oblouku.

Tato optimalizace výrazně snižuje spotřebu ochranného plynu (o 30 až 50 %), protože např. pro
zaplňování koncového kráteru a při dlouhém dofuku plynu při ukončování svaru stačí výrazně nižší průtok plynu, než je průtok požadovaný pro vlastní svařování.
Systém IGC® je doplněný vestavěným spořičem plynu pro redukci nadspotřeby plynu při zapalování a stabilizaci oblouku a spořící plynovou hadicí pro eliminaci ztrát plynu průsakem ve vedení od plynové láhve k hořáku. Svářečem požadovaný průtok plynu se nastavuje a zobrazuje na čelním panelu stroje Pi 350/500 a mění se synergicky podle skutečných svařovacích parametrů. IGC® tak kromě úspor plynu přináší jednotný vzhled svarů, minimalizuje počet vad a tím i zvyšuje produktivitu procesu svařování. Jeho návratnost je proto velice rychlá.
Navštivte www.intelligentgascontrol.com a sami si snadno spočítejte, jakých úspor dosáhnete
při využití systému IGC® firmy Migatronic.
TIG-A-Tack™, bodování nikdy nebylo jednodušší

Častou činností při svařování je bodování nebo stehování, tj. krátké svary, které mají být obvykle pokud možno co nejmenší. Tyto svary ale mnohdy slouží i jako finální, takže musí splňovat i nároky na vzhled a pevnost. Proto se svařují jinými parametry než běžné svary, a to přináší i častou potřebu změny nastavení svařovacích parametrů na panelu stroje. Svářeči si tuto komplikaci často ulehčují tím, že bodují nastaveným svařovacím proudem, vzhled a kvalita takto dosažených bodů bývá ale obvykle diskutabilní, protože dochází ke zvlnění tenkých materiálů a vzniklé body jsou příliš vysoké.
Pro zjednodušení operací bodování a stehování při TIG svařování, především nerezových tenkých plechů, jsou nové stroje Migatronic Pi 200/250/350/500 vybavené progresivní funkcí TIG-A-Tack™, která výše uvedenou potřebu řeší samostatným tlačítkem na panelu stroje a pamětí pro předvolbu správných parametrů bodování.
Pouhým stiskem tlačítka TIG-A-Tack™ svářeč snadno přejde do režimu bodování, jeho dalším stiskem se pak vrátí k původně nastaveným parametrům pro svařování. Samozřejmě lze nastavit i dobu hoření oblouku pro jednotlivý bod nebo steh. Díky širokému rozsahu svařovacích parametrů strojů Migatronic Pi (min. proud 10 A, doba bodu od 0,01 s) tak lze nastavit i extremní parametry pro dosažení mimořádně malých, ale stejných a pevných bodů. V přiloženém obrázku jsou vidět dokonalé body svařené proudem 120 A po dobu 0,03 s na plechu tloušťky 0,5 mm v porovnání s body svařenými proudem 50 A po dobu 0,5 s.
Omega Mini pro stavbu konstrukcí

Svařovací invertor Migatronic Omega Mini je zajímavou alternativou pro průmyslové MIG/MAG svařování ve stavebnictví nebo při výrobě rozměrných konstrukcí, zejména v energetice nebo dopravě. Proudový rozsah 10 – 270 A při zatěžovateli 180 A / 60% / 40°C, synergické řízení pro snadné ovládání a hmotnost pouhých 19 kg umožňují bezchybné svařování dráty průměru až 1,2 mm i v prostorách, kam by byl pro obvyklé svařovací stroje obtížný přístup nebo kde by musely být použité drahé hnací mezistanice a přenosné podavače drátu s dlouhými kabely.
Omega Mini umožňuje i svařování trubičkovými dráty obrácenou polaritou bez ochranné atmosféry.
Více informací
Migatronic je nově distributorem kukel Speedglas™

Migatronic CZ a.s. se od 1.9.2011 stala autorizovaným distributorem samostmívacích kukel pro svařování Speedglas™ firmy 3M. Doplnila tak svůj stávající sortiment značkou, která je etalonem kvality a garantem neustálého technického vývoje funkce, tvaru i vzhledu s ohledem na ulehčení těžké práce svářeče a na důslednou ochranu jeho zdraví. Migatronic svým koncovým uživatelům i prodejcům nářadí a strojů nově nabízí celý sortiment kukel Speedglas™ řad 100, SL a 9100, včetně jejich variant a bohatého příslušenství.
Více informací
Vývoj svařování studeným obloukem

Dlouho očekávaná novinka v nabídce Migatronic, MIG/MAG svařovací stroj Sigma Galaxy, už mnoho uživatelů přesvědčila o výhodách adaptivního zkratového procesu IAC™ (Intelligent Arc Control). Stabilní oblouk, bezrozstřikové svařování, dokonalý průvar kořene a možnost svařování i široké kořenové mezery jsou stále významnějšími argumenty při porovnávání očekávané a skutečně dosažitelné kvality procesu ručního svařování bez vynaložení zbytečných investic za speciální hořáky, plyny nebo přídavné materiály.
Proces Migatronic IAC™ byl přednostně vyvinut pro svařování uhlíkových ocelí, ale od jara 2011 je nově dostupný i ve verzi pro nerezové oceli, protože i tato kategorie materiálů s úspěchem využije přednosti adaptivního zkratového procesu, tj. stabilní hoření oblouku bez rozstřiku a dokonalý průvar.
Svařování konstrukcí jednoduše

Protože odbočkové MIG/MAG svařovací stroje již dávno nevyhovují rostoucím potřebám běžné svářečské praxe na produktivní a kvalitní svařování, uvedl Migatronic na trh novou řadu strojů Omega s vysokým výkonem, jednoduchou obsluhou a širokými možnostmi volby funkcí a doplňků.
Omega ve výkonech 220, 270, 300 a 400 A tak s plynulou regulací všech parametrů, možností programového synergického nebo manuálního nastavování a u některých verzí s možností MMA svařování, splňuje všechny běžné požadavky na svařování ocelí, hliníku, popř. pájení pozinkovaných oceli. Úspěšná řada průmyslových strojů Omega 400 Compact byla právě rozšířena o provedení se snímatelným (samozřejmě opět čtyřkladkovým) podavačem drátu s rychlostí podávání 27 m/min. a s odpojitelným mezikabelem. Označení novinky je Omega 400 S. Možnost volby mezi plynem nebo vodou chlazeným hořákem a dálkovou regulací proudu z rukojeti hořáku je zachována, stejně tak jako bohatá funkční výbava skrytá za jednoduchým ovládacím panelem.
Omega 400 S umožňuje i svařování obrácenou polaritou a plynulá regulace všech parametrů ji předurčují i pro dokonalé využití při svařování trubičkovými dráty o průměru až 2,4 mm. Zatěžovatel 300 A/100 % při 40 C je proto dostatečnou rezervou pro všechny běžné svářečské operace.
Migatronic Focus

Výkonné svařovací stroje pro výrobu, údržbu a servis
Migatronic v květnu 2011 uvedl novou typovou řadu svařovacích strojů se společným označením Focus. Anglicky slovo focus znamená „stojí za pozornost“ a to přesně vystihuje záměr konstruktérů Migatronic – oslovit zákazníky, kteří nevyžadují komplikované stroje plné funkcí, ale chtějí jednoduchý, spolehlivý svařovací stroj s dlouhou životností a dobrou funkčností, samozřejmě za rozumnou pořizovací cenu. Jméno Focus tak označuje novou řadu svařovacích strojů pro různé technologie, která plní výše uvedené požadavky a která opravdu „stojí za pozornost“.
Více informací o pěti těchto skvělých strojů
Migatronic PI 350 AC/DC

Profesionální TIG svařování ocelí a hliníku
Na jaře 2011 Migatronic rozšířil nabídku strojů Pi 350 o novinku, určenou především pro dílenské svařování hliníkových konstrukcí a nádob. Označení Pi 350 AC/DC znamená, že nový invertorový stroj je standardně vybaven rychlým a pomalým pulsem, stejně tak jako synergickým Synergy PLUS™ pulsem pro svařování tenkých nerezových ocelí, a nechybí ani patentovaný Migatronic D.O.C. systém pro regulaci vneseného tepla při TIG AC svařování a program pro jemné bodování a stehování TIG-A-Tack. Samozřejmostí je 4 x 64 paměti pro nastavení jednotlivých funkcí pro jednotlivé metody (TIG, MMA v AC i DC režimu) a dálková regulace proudu z rukojeti TIG hořáku. Standardně je stroj dodávaný s podvozkem a s vodním chlazením
hořáku.
Moderní invertor nejen do autoservisu

Migatronic Automig 273i
Označení Automig je v nabídce firmy Migatronic vždy vyhrazeno pro svařovací stroje určené pro opravy karoserií a dílů automobilů, pro zámečnickou a lehkou průmyslovou výrobu.
Snadná obsluha, optimální svařovací charakteristiky pro ocel, hliník a pozinkované plechy a dlouhá životnost jsou vlastnosti každého Automigu už několik desetiletí a jsou důvodem jejich oblíbenosti po celém světě. U příležitosti oslav 40. vyročí existence značky připravil Migatronic novinku - invertorový Automig 273i jako dalšího pokračovatele tradice strojů Automig.
Více informací
Svařování děláme okouzlujícím

Úvodním heslem Migatronic právě uvedl nový přírůstek do rodiny MIG/MAG svařovacích strojů Omega. Nova Omega 400 je kompaktní průmyslový invertorový zdroj pro MIG/MAG a MMA svařování plnými i trubičkovými dráty. Díky vysokému zatěžovateli (300A / 100% při 40C), synergickému ovládání, čtyřkladkovému podavači s rychlostí podávání drátu až 25 m/min. a funkcí DUO Plus™ puls pro minimalizaci vneseného tepla do svařence jde o vykonného pomocníka do každého provozu. Protože kromě svařování obalenou elektrodou umožňuje i přepínání polarity, lze snadno použít i pro svařování trubičkovými dráty bez ochranné atmosféry, tedy především pro montážní aplikace. Právě při nich vynikne nízká hmotnost (cca 37 kg) a malé vnější rozměry Omegy 400. Nová Omega 400 je vybavena robustním podvozkem a může být doplněna i samostatným modulem vodního chlazení hořáku a mnoha typy dálkových regulátorů.
Více informací
Problematika vhodných svařovacích kabelů

Správná volba svařovacích kabelů (tedy elektrodových, zemnících, popř. mezikabelů u MIG/MAG svařovacích strojů s oddělitelným podavačem drátu) a proudových vodičů v MIG/MAG a TIG hořácích výrazně ovlivňuje svařovací parametry a kvalitu provedeného svaru. Nevhodný průřez a zbytečně dlouhá délka vodičů pak přináší problémy s úbytkem napětí na oblouku a snižuje zatěžovatel zdroje proudu. V přiložených tabulkách 1 a 2 uvádím doporučené průřezy vodičů svařovacích kabelů podle požadovaného zatěžovatele při 5 a 10 min. zatížení. Vysoká teplota prostředí, kde svařování probíhá také, bohužel, snižuje zatěžovatel svařovacích kabelů, viz tab. 3.
Nejvýraznějším faktorem ovlivňujícím nastavené svařovací parametry, popř. vůbec funkčnost
procesu svařovaní, je ale délka svařovacích kabelů. Úbytek napětí na 10m kabelu při 100A svařovacího proudu je uveden v tab. 4. Kromě výše uvedených podmínek se na kvalitě svařování podílí i délka síťových kabelů pro napájení svařovacího zdroje a velikost propojovacích konektorů všech kabelových systémů. Zde záleží na výrobci, jestli preferuje nízkou cenu a krátkou životnost, popř. zabezpečí uživateli dobře fungující sestavu zařízení a upozorní ho na limitující podmínky. Šetření na kvalitě svařovacích kabelů určitě úspory nepřináší…
Svařování hliníku a ocelí stroji Sigma2

Díky uvedení nových strojů Migatronic Sigma Galaxy s bezrozstřikovým procesem MIG svařování IAC™ mnozí uživatelé lépe vnímají výhody adaptivních svařovacích procesů. Ne každý ale potřebuje v každodenním provozu svařovat extrémně tenké materiály nebo ocel s hliníkem. Proto při předvádění strojů Sigma Galaxy dochází i ke znovuoživení zájmu o produktivní a přitom kvalitní svařování hliníku nebo silnostěnných ocelí.
Právě tyto problematiky skvěle zvládají i standardní stroje Migatronic Sigma2 s výbavou pro programové synergické impulsní svařování. Více než 160 programů zahrnuje všechny běžné i méně obvyklé materiály i způsoby jejich svařování. Velkou předností Sigmy2 je navíc opravdu jednoduché ovládání s možností snadného upgrade díky SD paměťové kartě.

Možným důvodem růstu zájmu o impulsní MIG svařování v současné době je určitě i to, že mnozí odběratelé si (zřejmě i díky krizi) konečně uvědomili, že snaha pořídit dobrou (=levnou) technologii v dnešní době už nestačí. Mimochodem, v posledním období největší objednávky na stroje Sigma2 jsou z Číny, Indie a Brazílie, tj. zemí, kde byla ještě donedávna ceněna hlavně kvantita...
MIGA 5220 – automat pro podélné svařování trubek

Migatronic Automation A/S je tradičním dodavatelem systémů pro automatizované a robotizované svařování. Jedním ze standardních výrobků je automat MIGA 5220 pro podélné svařování trubek a těles kruhových nádob různých průměrů, tlouštěk a délek. Automat MIGA 5220 je vybavený výměnnými trny s pneumatickou fixací a s podfukem kořene svaru, průměrů a délek podle rozměrů svařence. Pro snadnou manipulaci se zakládaným dílem má elektrohydraulický zakládací vozík s válečkovou dráhou. Právě zakládací vozík, který pojíždí po kolejnicovém vedení, usnadňuje přesné založení svařovaného dílu k pravítku a urychluje celý proces manipulace se svařencem před i po ukončení procesu svařování.
TIG-A-TACK™ Bodování nikdy nebylo jednodušší

Častou činností při svařování je bodování nebo stehování, tj. krátké svary, které mají být obvykle pokud možno co nejmenší. Tyto svary ale mnohdy slouží i jako finální, takže musí splňovat i nároky na vzhled a pevnost. Proto se svařují jinými parametry než běžné svary, a to přináší i častou potřebu změny nastavení svařovacích parametrů na panelu stroje. Svářeči si tuto komplikaci často ulehčují tím, že bodují nastaveným svařovacím proudem, vzhled a kvalita takto dosažených bodů bývá ale obvykle diskutabilní, protože dochází ke zvlnění tenkých materiálů a vzniklé body jsou příliš vysoké.
Více informací
Svařování ocelí a hliníku stroji Sigma2

Uvedením nových strojů Migatronic Sigma Galaxy s bezrozstřikovým procesem MIG svařování IAC™ mnozí uživatelé lépe vnímají výhody adaptivních svařovacích procesů. Ne každý ale potřebuje v každodenním provozu svařovat extrémně tenké materiály nebo ocel s hliníkem. Proto při předvádění strojů Sigma Galaxy dochází i ke znovuoživení zájmu o produktivní a přitom kvalitní svařování hliníku nebo silnostěnných ocelí. Právě tyto problematiky skvěle zvládají i standardní stroje Migatronic Sigma2 s výbavou pro programové synergické impulsní svařování. Více než 160 programů zahrnuje všechny běžné
i méně obvyklé materiály i způsoby jejich svařování.