



TIG (Tungsten Inert Gas Welding)
Svařování netavící se wolframovou elektrodou pracuje na principu hoření elektrického obloku mezi wolframovou elektrodou a svařencem. Na základě přenosu elektrické energie pak dochází k natavení základního materiálu tedy svařence. Tavící oblouk je chráněn ochranným inertním zdrojem plynu, který zabraňuje vniknutí atmosférických nečistot do svarové lázně.
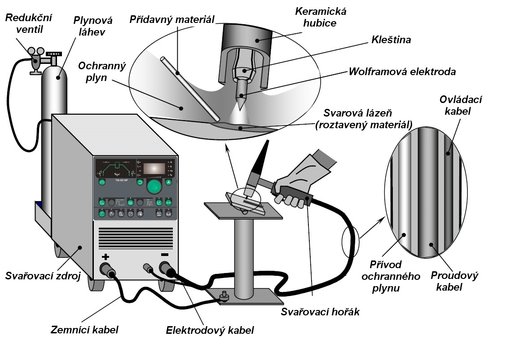
Inertní plyn nebo-li netečný plyn je druh plynu , který nereaguje s dalšími prvky. Plyn do místa svařování proudí a je usměrňován pomocí keramické hubice, kde nahrazuje atmosférický vzduch.
TIG- ové svařování se liší od jiných procesů obloukového svařování tím, že elektroda není „spotřebovávána“ jako elektrody u procesů ostatních MMA či MIG/MAG.
Wolfram je kov s vysokým stupněm teploty tání cca 3300°C, což je v podstatě dvojnásobek teploty tavení oproti klasickým kovům běžně svařitelných.
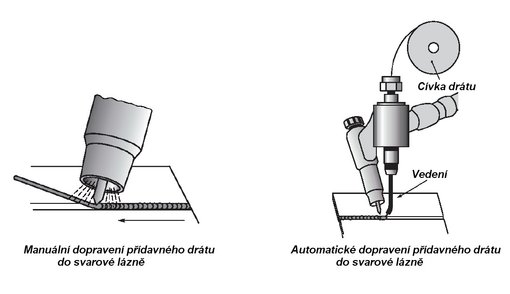
V případě požadavku na přidání drátu do svaru se používa tzv. přídavný „studený drát“, který lze dopravovat buď ručně, nebo mechanicky.
Výhod metody TIG:
· Poskytuje účinnou ochranou svarové lázně v inertním ochranném plynu
· Poskytuje koncentrovaný paprsek
· Je možné svařovat s přídavným drátem i bez něj
· Po svaření není třeba svar dodatečně upravovat jako odstraňovat strusku, kuličky apod.
· Lze svařovat i v místech s nižší dostupností
Oblast použití:
· Lodní průmysl
· Elektrárenský průmysl
· Petrochemický a chemický průmysl
· Potravinářský průmysl
· apod.
Bodování plechů jednoduše
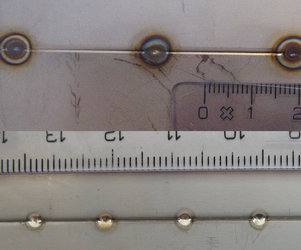
Svařování metodou TIG je vysoce kvalitní způsob spojování kovů. Při běžném TIG bodování jsou ale vzniklé body obvykle nehezké. U běžných TIG svařovacích strojů je proto nutné pro bodování nastavit jiné parametry než pro svařování a svářeč tak ztrácí zbytečně čas změnou nastavení stroje.
TIG-A-TACK™ je nová funkce svařovacích strojů Migatronic Pi pro kvalitní a jednoduché bodování.
Stačí stisknout tlačítko funkce TIG-A-TACK™ na řídícím panelu stroje Migatronic Pi a zdroj změní parametry tak, aby vzniklé body byly malé, pěkné a funkční.
Kvalitní bodový svar vznikne koncentrovanou tepelnou energií TIG oblouku během velice krátkého času. Tím se minimalizuje vnesené teplo a zajistí kvalitní a pohledný bod.
Např. na materiálu tloušťky 0,5 mm hoří oblouk 120 A po dobu 0,03 s. To je výrazný rozdíl proti běžně používaným 50 A po dobu 0,5 s. Proto je vzniklý bodový svar tak kvalitní.

- Novinky
- Tipy, rady, doporučení
- Autoopravárenství
- Svařování ve výrobě
- Automatizace
- Robotizace
- Ocenění / Napsali o nás
- Výstavy