



Problematika vhodných svařovacích kabelů
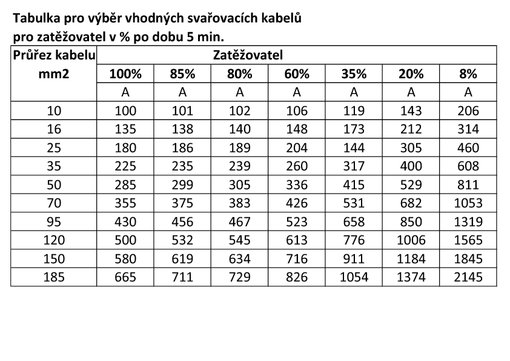
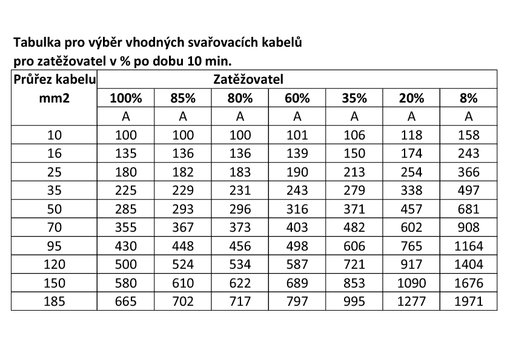
Správná volba svařovacích kabelů (tedy elektrodových, zemnících, popř. mezikabelů u MIG/MAG svařovacích strojů s oddělitelným podavačem drátu) a proudových vodičů v MIG/MAG a TIG hořácích výrazně ovlivňuje svařovací parametry a kvalitu provedeného svaru. Nevhodný průřez a zbytečně dlouhá délka vodičů pak přináší problémy s úbytkem napětí na oblouku a snižuje zatěžovatel zdroje proudu. V přiložených tabulkách uvádím doporučené průřezy vodičů svařovacích kabelů podle požadovaného zatěžovatele při 5 a 10 min. zatížení.
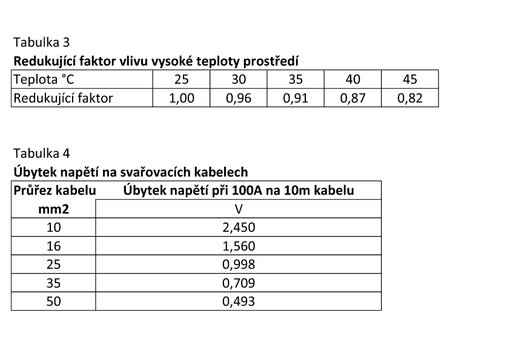
Vysoká teplota prostředí, kde svařování probíhá také, bohužel, snižuje zatěžovatel svařovacích kabelů, viz tab. 3.
Nejvýraznějším faktorem ovlivňujícím nastavené svařovací parametry, popř. vůbec funkčnost procesu svařování, je ale délka svařovacích kabelů. Úbytek napětí na 10m kabelu při 100A svařovacího proudu je uveden v tab. 4.
Kromě výše uvedených podmínek se na kvalitě svařování podílí i délka síťových kabelů pro napájení svařovacího zdroje a velikost propojovacích konektorů všech kabelových systémů. Zde záleží na výrobci, jestli preferuje nízkou cenu a krátkou životnost, popř. zabezpečí uživateli dobře fungující sestavu zařízení a upozorní ho na limitující podmínky. Šetření na kvalitě svařovacích kabelů určitě úspory nepřináší…
- Novinky
- Autoopravárenství
- Svařování ve výrobě
- Automatizace
- Robotizace
- Ocenění / Napsali o nás
- Výstavy