



Tipy, rady, doporučení
- Chraňte si své zdraví!
- Problematika vhodných svařovacích kabelů
- Dálkový regulátor FSL na magnetu
- Wolframové elektrody
- Přídavné materiály
- Správná údržba
- Revize, kalibrace, kontroly
- Hořáky
- Bodování plechů jednoduše
Víte vše o zdravotním riziku při svařování?

Při procesu svařování dochází v důsledku vysokých teplot k uvolňování toxických zplodin a aerosolů do okolí.
Proto každý svářeč by měl dbát na svou ochranu.
Svářečem přijímaný vzduch mívá různé chemické složení, které může jeho zdraví významnou měrou poškodit.
Dým a při procesu vznikající zplodiny mohou způsobit podráždění očí, kůže a dýchacích cest, ale také závažnější zdravotní komplikace.
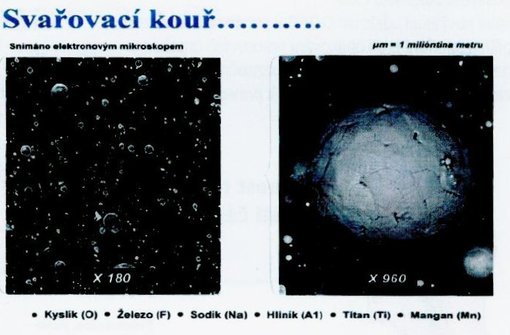
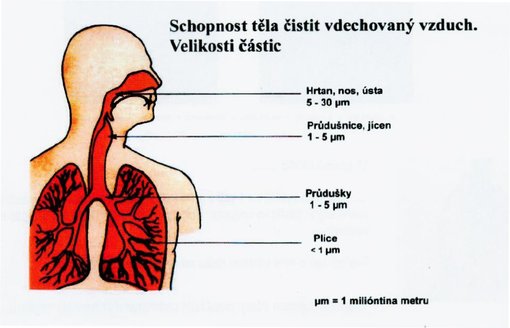
Až 11 gramů částic nadýchá svářeč za 1 rok v práci i při splnění hygienického limitu 5mg/m3 částic ze svařování ve vzduchu.
Bohužel většinu z nich plíce nejsou schopny vyexportovat ven a zůstanou v organismu svářeče.
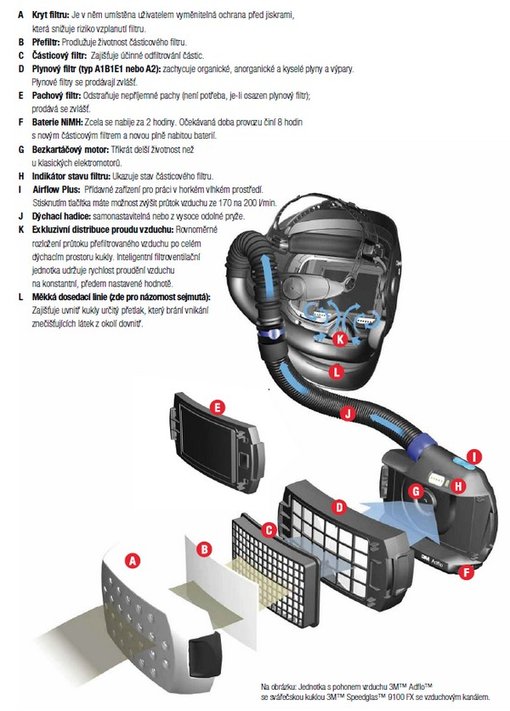
Nejefektivnějším způsobem ochrany zdraví je centrální odsávání každého pracoviště nebo používání mobilních odsávacích jednotek s mechanickou i chemickou filtrací.
Pokud to z nějakého důvodu nelze, je možno použít osobní filtraci nebo přívod čerstvého či filtrovaného vzduchu do svařovací kukly.
Pokud je pracoviště odsáváno, či používají-li pracovníci svařovací kukly s filtrací, velká zdravotní rizika z dýmu a kouře již nehrozí.
Bližší informace o zdravotním riziku Vám mohou kdykoliv poskytnout hygienické stanice jednotlivých krajů našeho státu.
ODPOVĚDNOST za bezpečnost práce má zaměstnavatel. Podle zákona č.251/2005 Sb. o inspekci práce může hrozit zaměstnavateli pokuta až do výše 2mil.Kč, pokud se dopustí přestupku na úseku bezpečnosti práce v různých oblastech, např.:
neposkytne bezplatně OOPP...
nesplní povinnost udržovat OOPP v provozuschopném stavu...
nepřijme opatření proti opakování pracovních úrazů...
nedodrží povinnosti při zajišťování bezpečnosti práce...
nezajistí opatření potřebných k prevenci rizik...
Informační zdroje tohoto článku: http://solutions.3mcesko.cz/wps/portal/3M/cs_CZ/Speedglas/Home/
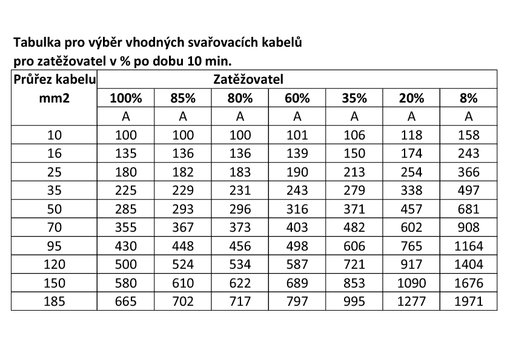
Problematika vhodných svařovacích kabelů
Správná volba svařovacích kabelů (tedy elektrodových, zemnících, popř. mezikabelů u MIG/MAG svařovacích strojů s oddělitelným podavačem drátu) a proudových vodičů v MIG/MAG a TIG hořácích výrazně ovlivňuje svařovací parametry a kvalitu provedeného svaru. Nevhodný průřez a zbytečně dlouhá délka vodičů pak přináší problémy s úbytkem napětí na oblouku a snižuje zatěžovatel zdroje proudu. V přiložených tabulkách uvádím doporučené průřezy vodičů svařovacích kabelů podle požadovaného zatěžovatele při 5 a 10 min. zatížení.
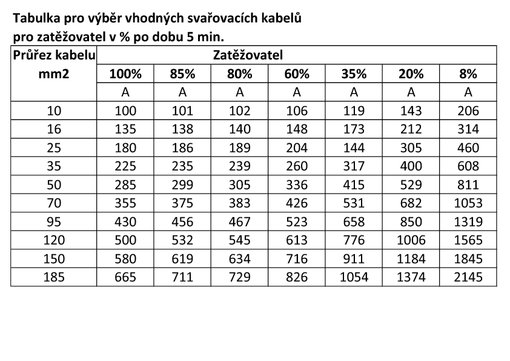
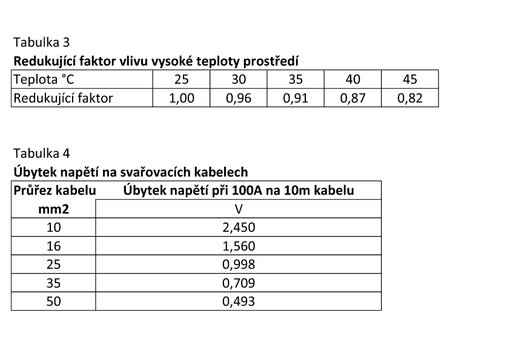
Vysoká teplota prostředí, kde svařování probíhá také, bohužel, snižuje zatěžovatel svařovacích kabelů, viz tab. 3.
Nejvýraznějším faktorem ovlivňujícím nastavené svařovací parametry, popř. vůbec funkčnost procesu svařování, je ale délka svařovacích kabelů. Úbytek napětí na 10m kabelu při 100A svařovacího proudu je uveden v tab. 4.
Kromě výše uvedených podmínek se na kvalitě svařování podílí i délka síťových kabelů pro napájení svařovacího zdroje a velikost propojovacích konektorů všech kabelových systémů. Zde záleží na výrobci, jestli preferuje nízkou cenu a krátkou životnost, popř. zabezpečí uživateli dobře fungující sestavu zařízení a upozorní ho na limitující podmínky. Šetření na kvalitě svařovacích kabelů určitě úspory nepřináší…
- Novinky
- Autoopravárenství
- Svařování ve výrobě
- Automatizace
- Robotizace
- Ocenění / Napsali o nás
- Výstavy